
3D-Drucken/Filamente
Hier könnt ihr Informationen zu Spezialfilamenten, wie Flexfilament, Holzfilament und Metallfilamente eintragen.
Ninjaflex auf dem Prusa I3 MK3S
- Auf dem Prusa I3 MK3S sollte man kein Flexfilament drucken. Die Feder im Extruder ist baubedingt so stark gespannt, dass flexibles Filament zur Seite gepresst wird und nicht extrudiert werden kann.
- Es wurde schon problemlos TPU auf dem MK3S gedruckt, probier es einfach aus. --Larsan (Diskussion) 16:02, 6. Dez. 2023 (CET)
ABS auf dem LulzBot
- Heatbed-Temperatur: 80 °C
- Hotend-Temperatur: 240 °C
- Hotend-Fan (mit "Luft-Kanalisierer"): dauerhaft auf 100%, da am besten keine 120 mm Lüfter verwendet werden sollten (ABS kann sich verformen, wenn der Bauraum zu stark gekühlt wird)
Geschwindigkeiten und Infill-Dichte sind scheinbar nicht Filament-abhängig und müssen je nach Zweck und Größe des Gedruckten individuell eingestellt werden. Beim verwendeten Filament war keine wirkliche ABS-Geruchsentwicklung im Raum festzustellen, lediglich leichter Geruch direkt am 3D-Drucker.
Aufheiz-Zeit des Heatbeds auf 80 °C betrug etwa 15 Minuten, zwischen nacheinander gedruckten Modellen besser Heatbed-Temperatur auf 80 °C fixieren, um nicht immer wieder hochheizen zu müssen.
Ablösen des Gedruckten ist bei großer Kontaktfläche mit dem Heatbed im geheizten Zustand recht schwer, aber mit ein wenig vorsichtiger Verwendung der "Ablöse-Werkzeuge" gut machbar.
Holz-PLA auf dem RepRap
Die gedruckten Objekte sind längst nicht so stabil wie mit normalen PLA, eher so wie Hartgummi.
- grrf sagt zwar, dass Holz-PLA ab 185°C zu drucken geht, aber Temperaturen um 200°C sind anscheinend noch besser für die Festigkeit.
- Generell eher was für gröbere Arbeiten, das Filament kann anscheinend nicht sehr fein gedruckt werden. Man sollte darauf achten, dass man nicht zu feine Strukturen und nicht zu wenig Infill druckt (siehe Fotos). Beim Mate-Tags lohnt es sich durchaus, nochmal 1 mm bei der Dicke draufzuschlagen.
- Das Filament ist ziemlich flüssig, sodass es sehr leicht heraustropft. Dadurch kommen die unschönen Würste am Mate-Tag zustande, Man Müsste™ nochmal probieren, ob Cura das besser als Slic3r hinkriegt (weil es den Druckkopf nur innerhalb der Perimeter bewegt).
- Auch aus diesem Grund lohnt es sich durchaus, 3-4 Skirt-Loops zu drucken, bis das Filament wieder richtig fließt.
- Nach dem Drucken die Objekte lieber länger als zu kurz abkühlen lassen, sonst sind sie noch ziemlich weich.
- Beim Ablösen behutsam vorgehen, das Holz-PLA klebt sehr gerne am Kapton fest, und besonders die Kanten der Kapton-Klebestreifen werden gerne mal mit hochgezogen. (Den Mate-Tag habe ich schließlich mit einem Messer vorsichtig an einer Ecke durch Hebelwirkung abgelöst und mich dann schrittweise mit dem Messer vorgetastet. Das Kapton ist heile geblieben.)

Test-Würfel mit nur 20% Infill, dementsprechend failt der oberste Layer… Die untere Hälfte mit 185°C ist etwas heller als die obere Hälfte mit 200°C.
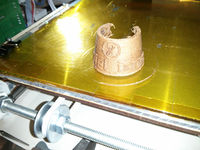
Mate-Tag (durchgängig 200°C, 90% Infill)

Die Haptik erinnert ein bisschen an Kokosfaser.

Resultat von tropfendem Filament, kann aber mit dem Skalpell leicht korrigiert werden



